数控培训包教会
加工中心编程培训学会为止
数控铣床编程培训小班讲课
ug编程培训随到随学
数控编程培训自办工厂边学边练
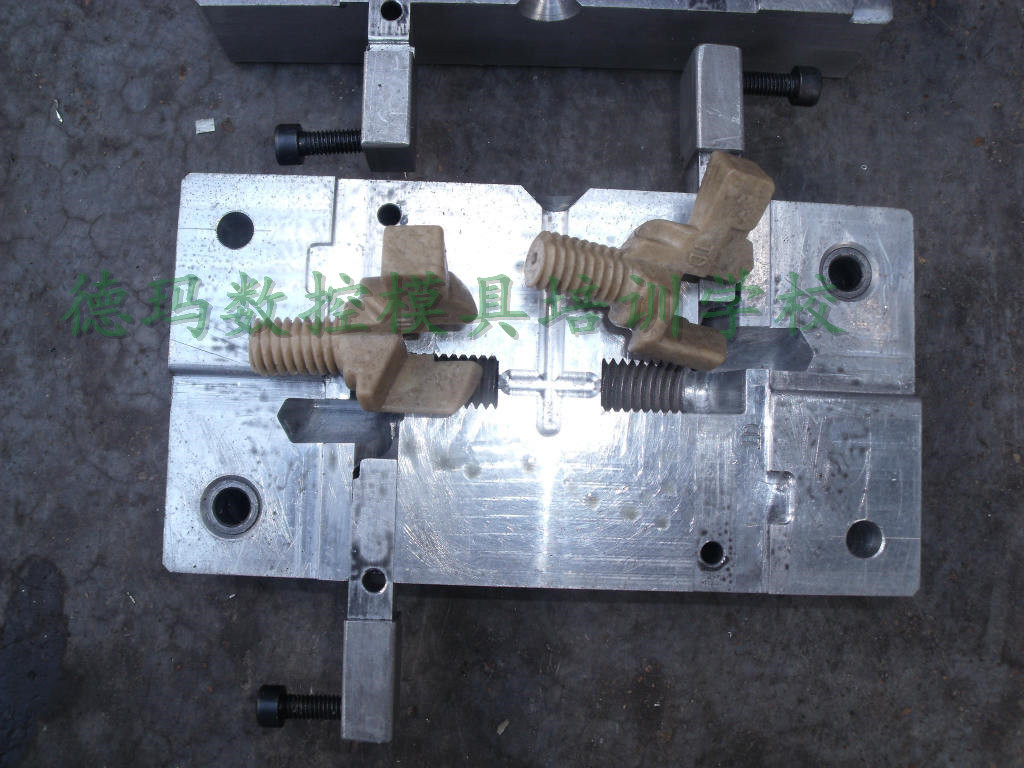
河北德玛数控培训始终奉行全程实战教学理念,教师全都有丰富的实际工厂工作经验,非常注重工厂工作经验和实用技巧传授,教学过程全部以公司实际接
的模具订单和产品零件作为案例教学,车间实训不限制时间,充分bz每一位学员学到实用的技术和经验,能真正胜任工厂工作岗位才算毕业,毕业后还免费
长期提供技术支持。
选择在河北德玛数控编程技术学院学数控编程的优势:
一、
因为德玛学院有自己的模具车间所以教学内容全部以工厂实用技术为主,完全按照工厂的实际编程流程授课,老师教给学员的都是工厂实际工作经验,一对
一手把手教编程教上机,确保学员在较短时间内掌握更全面、更实用的数控编程技能。
二、
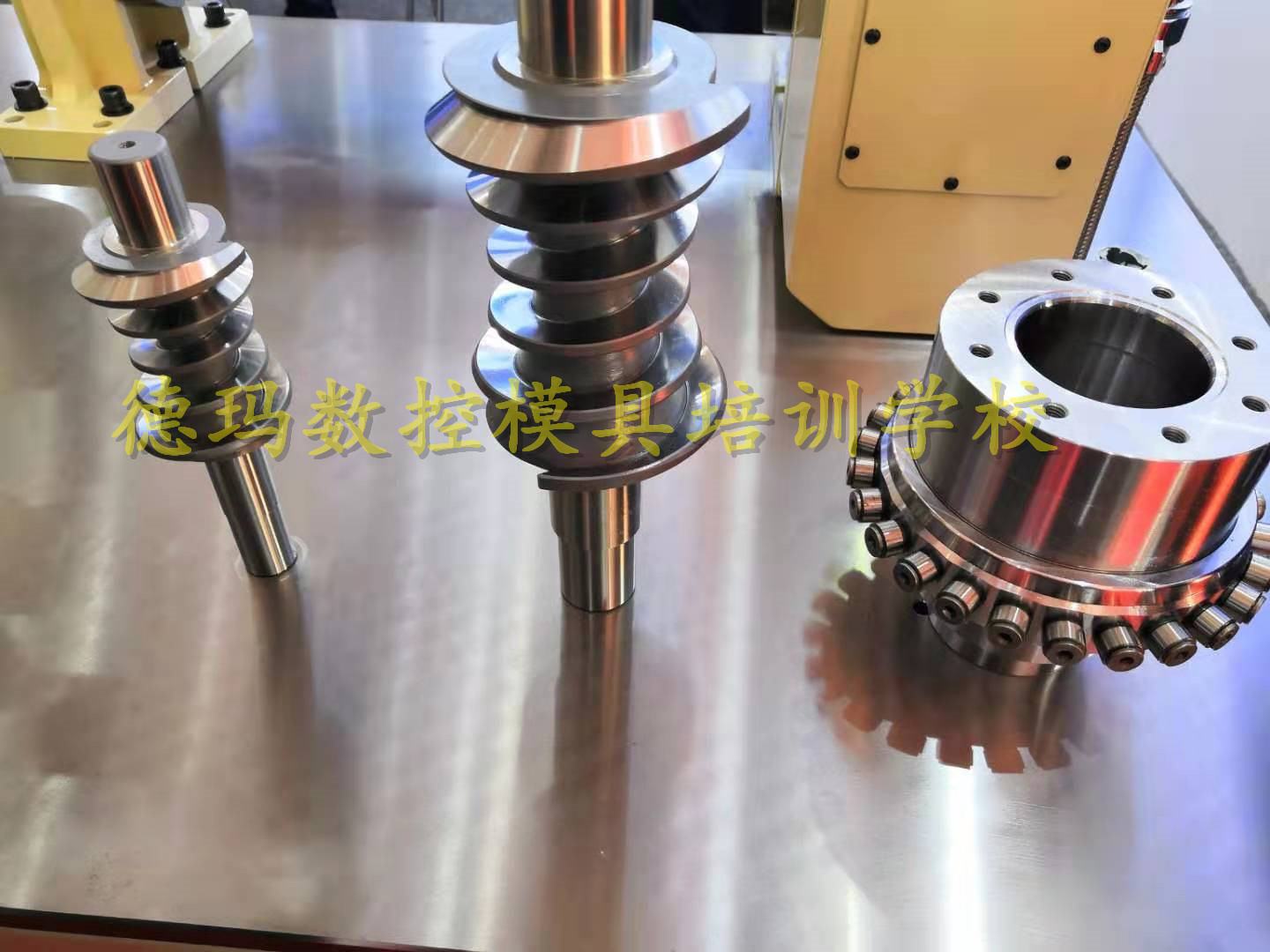
河北德玛科技数控培训学院成立于2006年,术业有专攻,是一家搞数控模具技术的服务公司,占地面积1000平方米、加工中心十五台,五轴联动加工中
心两台,带四轴马扎克加工中心一台,马扎克车铣复合一台,数控车床三台,线切割中走丝一台,有十几年工厂经验的师资力量10余人,都是的师傅亲自为你指
导。工厂内部项目实战式教学。学习就是实习,即能就业。
一般格式为:程序开始符、结束符程序开始符、结束符是同一个字符,ISO代码中是%,EIA代码中是EP,书写时要单列一段。程序名有两种形式:一种是英文字母O和1~4位正整数组成;另一种是由英文字母开头,字母数字混合组成的。一般要求单列一段。这种程序段格式是在字与字之间用分隔符“HT”(在EIA代码中用TAB)隔开,而且预先规定了代码字的顺序,因此,根据分隔符出现的顺序,就可判定其功能。不需要的字以及本段程序内与上一段程序内的相同功能的字可省略,但其相应的分隔符必须保留,如下列程序所示。由此可见,这一格式不直观,编程不方便,现已基本上不采用。

对刀的方法主要有寻边、找中,既可用直接对刀,也可借助于电子寻边器对刀。寻边时需要考虑或寻边器的半径大小,找中时可不需考虑。Z向对刀必须使用直接对刀,可借助固定高度的Z轴设定器来对刀熟练掌握数控铣床的坐标系建立及设置操作;建立工件坐标系可用G92或G54~G59指令G92是以当前位置点位参照,对程序执行时的当前位置有要求;G54等是以机床原点为参照点,通过对刀找到工件原点在机床坐标系中的标,将该坐标赋给G54既可掌握数控铣削加工中半径补偿编程及应用;由于刀位点(刀刃底面中心)和切削刃行走的轨迹不重合,两者相差一个半径大小,因而需要考虑半径补偿。刀径补偿有人工预补偿和机床自动补偿两种方式。人工预刀补编程不具通用性,故可让机床来自动进行刀补运算。

数选择的太大,**过了理论分辨极限,会造成无效放大。理论上,望远镜的分辨能力有个极限,为140/口径毫米数,单位是角秒(是以观察人眼敏感的黄绿光为基础计算的)。再好的望远镜也**不出这个极限,只能是接近。由于望远镜的功能之一是观察细节。倍数选择太大以后,由于这个理论极限,再放大已经不会有更多的细节出现,因此也失去意义了。但放大倍数到底选择多大,不仅与望远镜的理论分辨能力有关,而且还与当时的观测条件,尤其是与观测者本身的眼力有关。选择倍数是物镜口径的毫米数乘1.5的说法(也有乘2的说法),是对于普通条件下的一种参考值。眼力不好、望远镜质量好就可以把倍数选择大点;相反,眼力很好(或观测时不想看到太多的不理想成像)、望远镜质量一般,就可以把倍数选择的低一点。例如,口径80mm的折射镜,大可以选择120倍至160倍。

一般英制牙换算成公制牙的公式:
分子:分母x25.4=外径(同上)
例1: (3/8-24)
3+8x25.4= 9.525(牙外径)
25.4+ 24 = 1.058(公制牙距)
则3/8-24换算成公制牙应为: M9.525x1.058
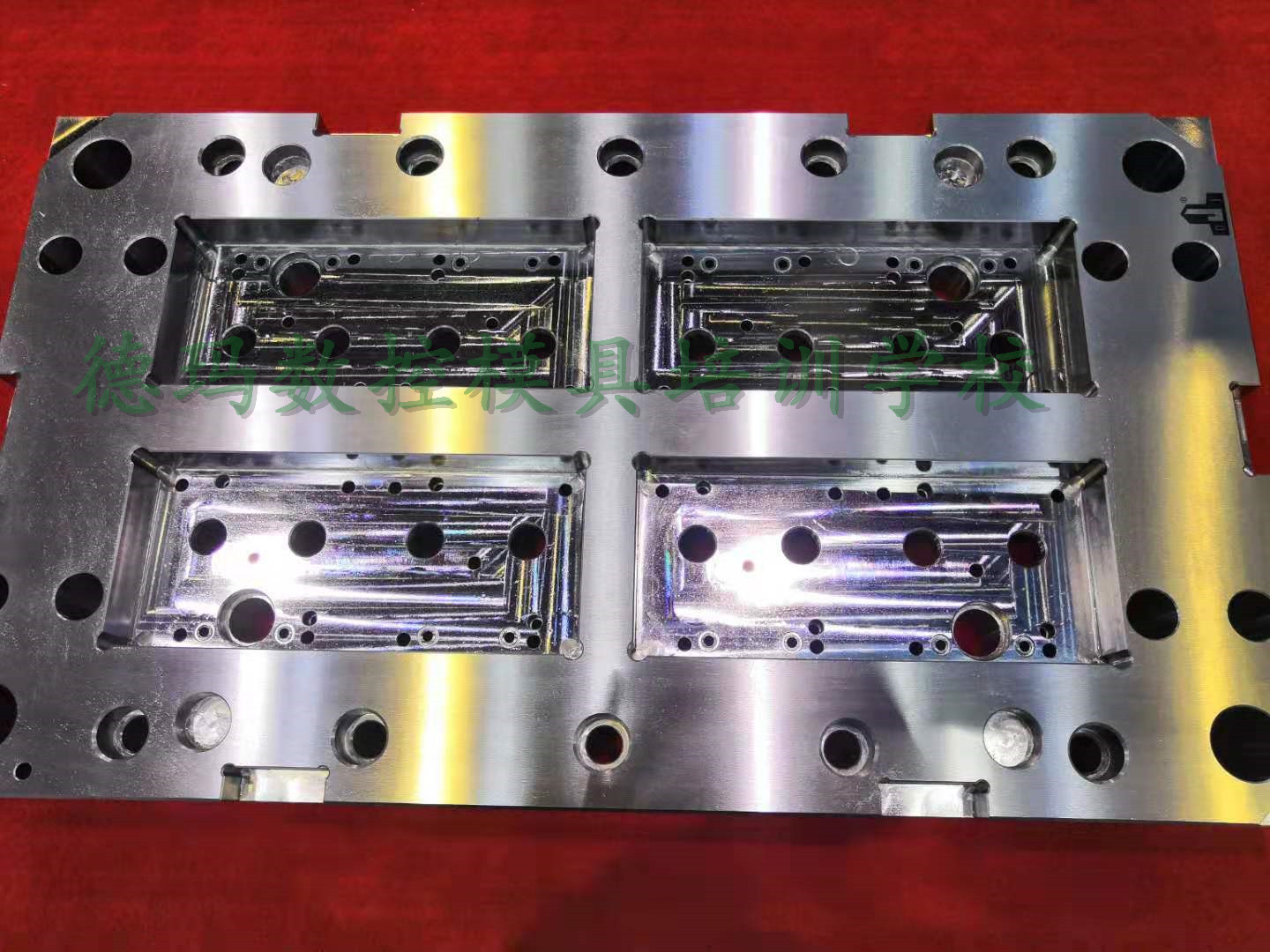
河北德玛模具学院加工中心UG编程培训共6大部分:数控机床操作+手工编程+UG造型建模+U品编程+UG模具编程+车间实战;
河北德玛模具学院【招生对象】:没有基础要求;适合初高中生,工厂普工等有志青年;适合学过相关,但无实战经验的
二三楼理论培训,一楼数控加工车间,实训非常方便
实训不间,熟练为止
不另收和材料费用,学员可以畅快淋漓的大量练习
实训时的图档和案例由学员自己选择,想练啥就练啥,能真正练自己想练的东西
只要在河北德玛数控能干,毕业就能干
http://sjzcnc.cn.b2b168.com