数控培训包教会
加工中心编程培训学会为止
数控铣床编程培训小班讲课
ug编程培训随到随学
数控编程培训自办工厂边学边练
河北德玛数控培训学院数控培训的特色以及和其它职业学校的区别:
1. 小班授课一对一的教:每个班10人左右,而不是一个班里好几十个人,老师没有精力照顾。讲课时,一个老师跟一个学生讲,讲到哪里听不懂了,就停到哪里,直到会了,再往下讲,所以肯定能学会。
2. 学期根据学生自身情况决定:如果基础好,接受的比别人快,那么讲的就快,没有必要浪费时间等着别人统一毕业;就是说,哪怕有两个人同来的,但是不一定同毕业。
3. 不发教材,因为学再多的课本也是要将来在车间看图纸的;精心挑选具有代表意义的图纸用于培训,按照图纸讲课,每天大量的练习。
加工的基本原则:先粗加工,把工件的多余材料去掉,然后精加工;加工中应避免振动的发生;避免工件加工时的热变性,造成的振动发生有很多原因,可能是负载过大;可能是机床和工件的共振,或者可能是机床的刚性不足,也可能是钝化后造成的,我们可以通过下述方法来减小振动;减小横向进给量和加工深度,检查工件装夹是否牢靠,提高的转速后者降低转速可以降低共振,另外,查看是否有必要的更换新的。
对刀技巧
对刀分为对刀仪对刀及直接对刀。我厂大部分车床无对刀仪,为直接对刀,以下所说对刀技巧为直接对刀。
先选择零件右端面中心为对刀点,并设为零点,机床回原点后,每一把需要用到的都以零件右端面中心为零点对刀;接触到右端面输入Z0点击测量,的刀补值里面就会自动记录下测量的数值,这表示Z轴对刀对好了,X对刀为试切对刀,用车零件外圆少些,测量被车外圆数值(如x为20mm)输入x20,点击测量,刀补值会自动记录下测量的数值,这时x轴也对好了;这种对刀方法,就算机床断电,来电重启后仍然不会改变对刀值,可适用于大批量长时间生产同一零件,其间关闭车床也不需要重新对刀。
在车削批量较大的工件时,为了提高工件在加工时的定位精度和节约工件安装时的时间,可利用软爪卡盘。为了根据实际需要随时改变爪面圆弧直径与形状,把三爪卡盘淬火的卡爪,改换为低碳钢、铜或铝合金卡爪。如卡盘爪是两体的,可把爪部换成软金属;如卡爪是一体的,可在卡爪上固定一个软金属块。软爪卡盘的卡爪加工后,可以提高工件的定位精度,如是新三爪卡盘,工件安装后的定位精度小于0.01mm。如三爪卡盘的平面螺纹磨损较严重,精度较差,换上软爪轻加工后,工件安装后的定位精度仍能保持在0.05mm以内。软爪卡盘装夹已加工表面或软金属,不易夹伤表面。对于薄壁工件,可用扇形爪,与工件接触面积而减小工件变形。软爪卡盘适用于已加工表面作为定位精基准,在大批量生产时进行工件的半精车与精车。
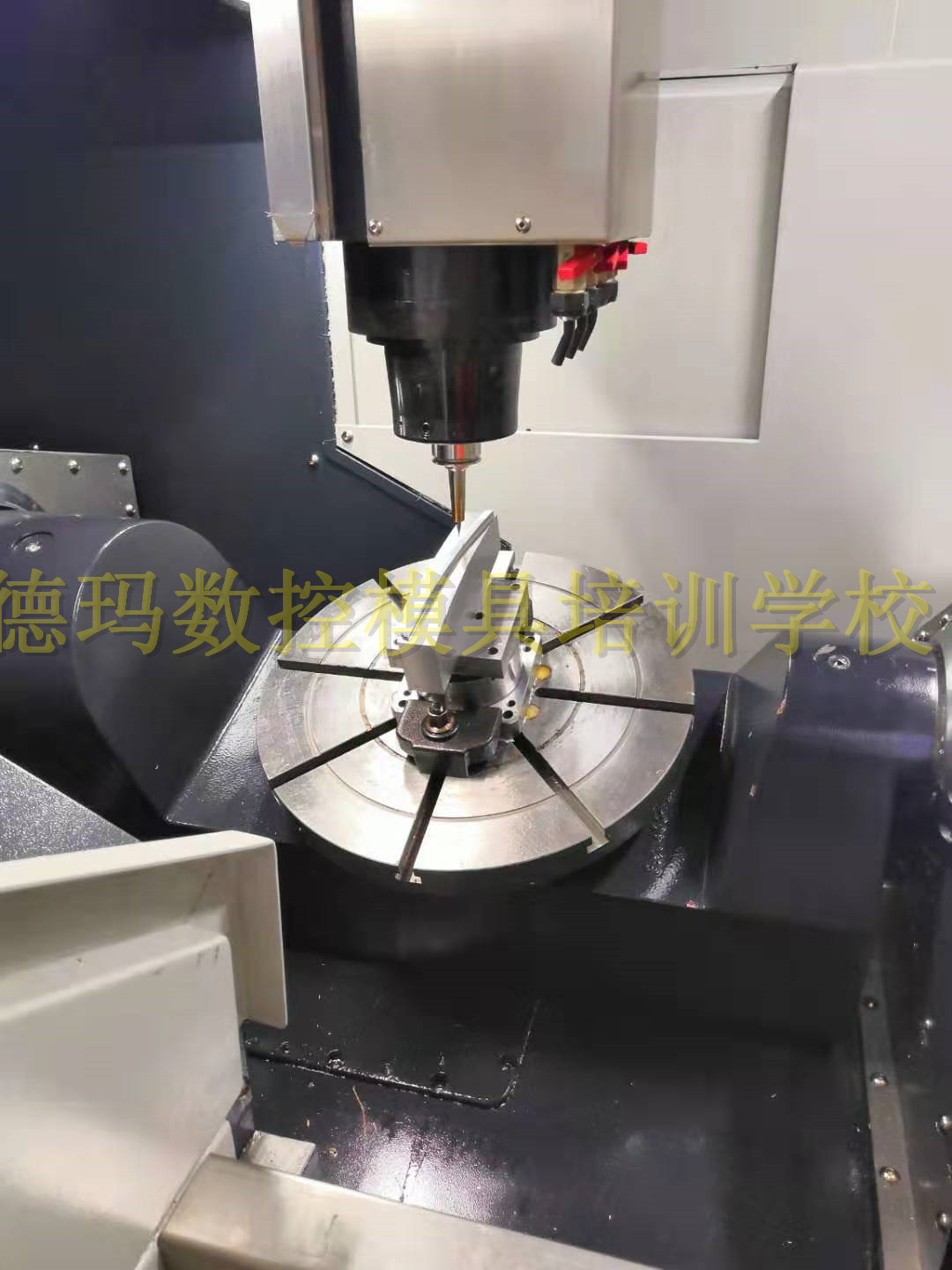
数控机床加工零件的工作过程如图所示,加工步骤如下:
①根据被加工零件的图样与工艺方案,用规定的代码和程序段格式编写出加工程序;②将所编写加工程序指令输入到机床数控装置中;③数控装置对程序(代码)进行处理之后,向机床各个坐标的伺服驱动机构和控制装置发出控制信号;④伺服机构接到执行信号指令后,驱动机床的各个运动部件,并控制所需的动作;⑤机床自动加工出合格的零件。
河北德玛数控培训学校产品加工编程培训:
软件零件设计部份
1 对ug的认识、文件的新建、保存、草绘一、
2 草绘二,绘制技巧与强化训练
3 拉伸、布尔运算、倒圆角、斜角,在设计中的实际灵合运用
4 旋转、扫描、着色、隐藏与显示、坐标原点、图层,在设计中的实际灵合运用
5 比例缩放、偏置面、替换面、抽壳、转换功能,在设计中的实际灵合运用
6 曲线直线,矩形,多边形,椭圆,样条曲线,螺旋,在设计中的实际灵合运用
7 投影、桥接、镜像曲线,在设计中的实际灵合运用
8 坐标系、基准平面,基准轴的创建,在设计中的实际灵合运用
9 圆柱、长方体、圆锥体、球体、孔、圆台、管道,在设计中的实际灵合运用
10 工程图制作的几种方法、打印去出图在设计中的实际灵合运用
11 各种曲面的运用与实例讲解
12 各种曲面的运用与实例讲解
http://sjzcnc.cn.b2b168.com