数控培训包教会
加工中心编程培训学会为止
数控铣床编程培训小班讲课
ug编程培训随到随学
数控编程培训自办工厂边学边练
河北德玛数控培训学院数控培训的特色以及和其它职业学校的区别:
1. 小班授课一对一的教:每个班10人左右,而不是一个班里好几十个人,老师没有精力照顾。讲课时,一个老师跟一个学生讲,讲到哪里听不懂了,就停到哪里,直到会了,再往下讲,所以肯定能学会。
2. 学期根据学生自身情况决定:如果基础好,接受的比别人快,那么讲的就快,没有必要浪费时间等着别人统一毕业;就是说,哪怕有两个人同来的,但是不一定同毕业。
3. 不发教材,因为学再多的课本也是要将来在车间看图纸的;精心挑选具有代表意义的图纸用于培训,按照图纸讲课,每天大量的练习。
按码盘的刻孔方式不同分类增量型:就是每转过单位的角度就发出一个脉冲信号(也有发正余弦信号,然后对其进行细分,斩波出频率更高的脉冲),通常为A相、B相、Z相输出,A相、B相为相互延迟1/4周期的脉冲输出,根据延迟关系可以区别正反转,而且通过取A相、B相的上升和下降沿可以进行2或4倍频;Z相为单圈脉冲,即每圈发出一个脉冲。型:就是对应一圈,每个基准的角度发出一个与该角度对应二进制的数值,通过外部记圈器件可以进行多个位置的记录和测量。
使用具有防锈效果切削油,可以预防卡盘内部生锈,因为卡盘生锈会降低夹持力,而无法将工件夹紧卡盘由于长时间的使用,卡爪内日磨损,往往呈喇叭形,且定心不好,影响工件的装卡和加工精度。为此,采用了研磨方法,对三爪卡盘卡爪的内口进行修复。这种方法简单、经济,使用效果好。卡盘研磨时,先选择直径小于卡盘体内孔的砂轮,其磨料为白刚玉,粒度为46#~60#,安装在带有莫氏锥柄的磨杆上,以便于安装在车床尾座上。然后将卡盘爪移至与砂轮接触,开动车床,使卡盘以大于960r/min的速度旋转,再驱动尾座手轮,使砂轮前后移动。往复研磨几次后,把卡爪适当收紧,这样反复研磨几次,视爪面都研磨好,即可。
软爪卡盘正确的调整与车削,是保证软爪卡盘精度的首要条件。软爪的底面和定位台,应与卡爪底座滑配和正确地定位。软爪用于装夹工件的部分比硬爪加长(10~15)mm,以备多次车削,并要对号装配;车削软爪的直径与被装夹工件直径一致,或大或小,都不能保证装夹精度。一般卡爪车削直径比工件直径大0.2mm左右,也即是被卡的工件直径,要控制在一定公差范围内;车削软爪时,为了消除间隙,必须在卡爪内或卡爪外安装一适当直径的圆柱或圆环,它们在软爪安装的位置,应和工件夹紧的方向一致,否则不能保证工件定位精度。当工件为夹紧时,圆柱应夹紧在卡盘爪里面进行车软爪爪面,当工件为涨紧时,圆环应安装在卡盘爪外面,车削软爪外面。
每转进给量的大小关系到设备重量和功率,关系到锻件质量和生产率。在设备允许的情况下,应尽量选用大的进给量。通常摆碾机的进给量为S=0.2~2mm。主轴每转一转钻头/对工件沿主轴轴线相对移动的距离多齿道:Fz-每齿进给量mm/zVf=fn=fz*zn z刀齿数进给量f与寿命的关系为:进给量f后,切削温度升高较多,寿命相对减少。故进给量f对寿命影响较大。而在切削过程中进给量f对断屑的影响,进给量f,使切屑厚度,当切屑受到碰撞后更*折断。
河北德玛模具学院 课程学习目的与要求:
通过本课程的学习,学员可达到下列基本要求:
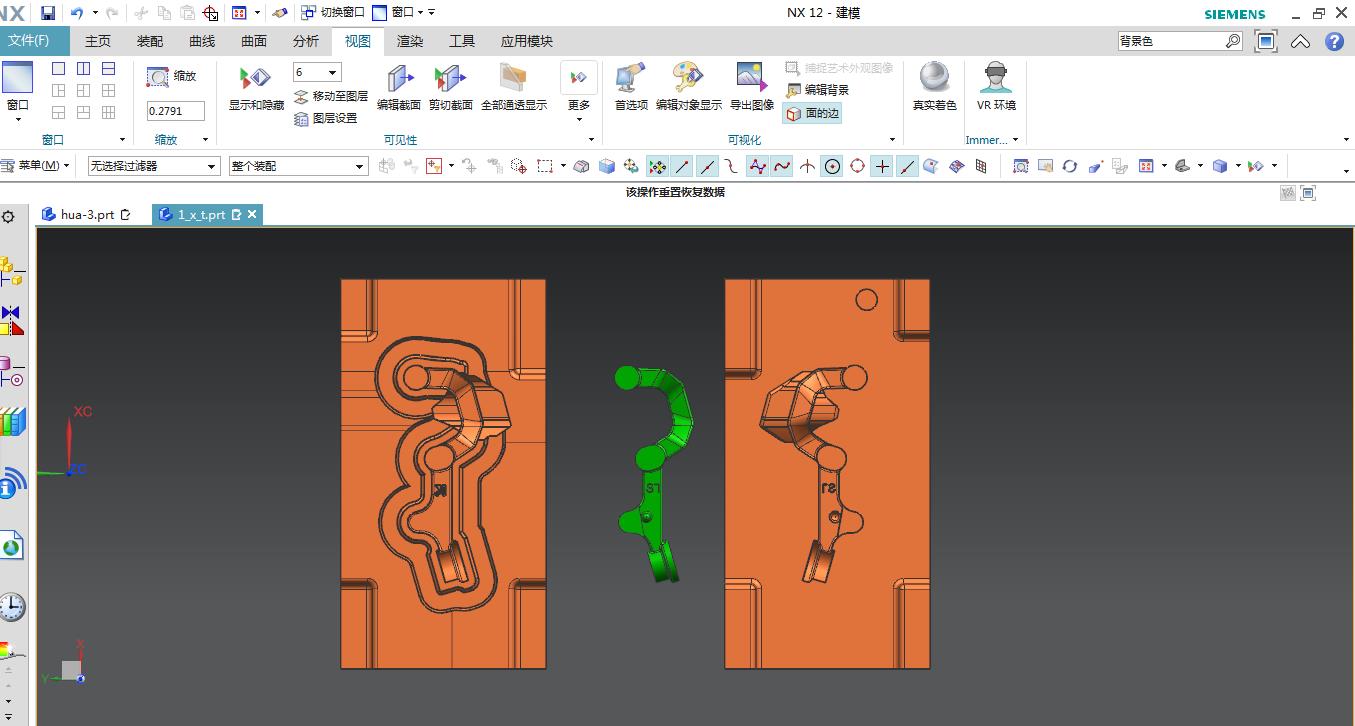
1、熟悉ug软件的各项功能,并能灵活应用
2、熟悉ug软件在实际生产过程中的应用并能熟练操作。
3、能对零件图纸进行工艺分析,并利用本软件进行数控程序的编写。
4、给定工件图纸,学员应能依图纸要求进行工艺分析,选择适当的、夹具、量具、工件和设备,应用本软件编写出能实际运行的加工程序并在的CNC机床上加工出实际产品。
http://sjzcnc.cn.b2b168.com