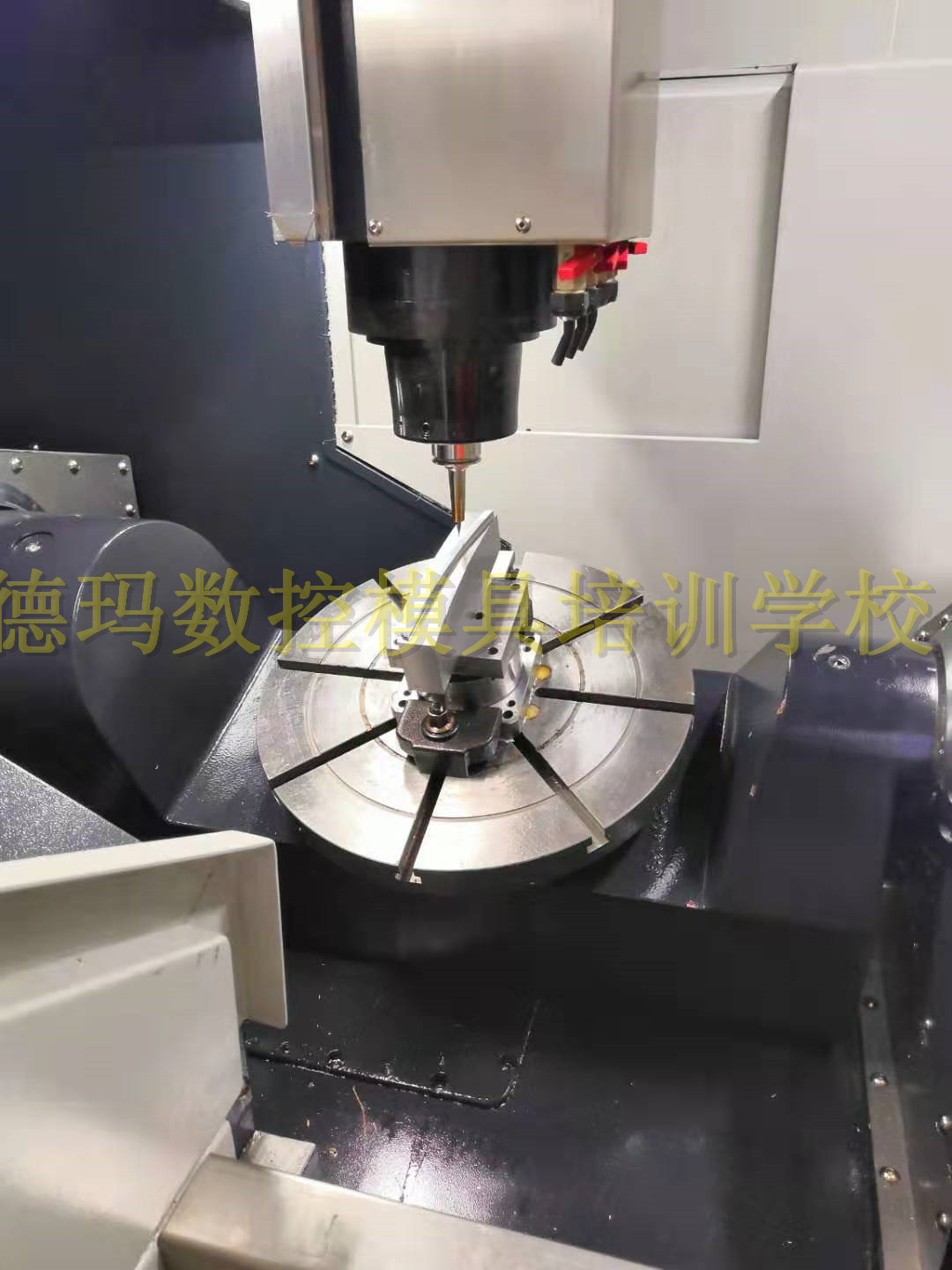
数控培训包教会
加工中心编程培训学会为止
数控铣床编程培训小班讲课
ug编程培训随到随学
数控编程培训自办工厂边学边练
河北德玛数控培训始终奉行全程实战教学理念,教师全都有丰富的实际工厂工作经验,非常注重工厂工作经验和实用技巧传授,教学过程全部以公司实际接的模具订单和产品零件作为案例教学,车间实训不限制时间,充分bz每一位学员学到实用的技术和经验,能真正胜任工厂工作岗位才算毕业,毕业后还免费长期提供技术支持。
※如需了解更多的数控机床培训班、课程、价格、试听等信息,也可以联系河北德玛数控培训的李老师,定制专属课程,开始您的学习之旅。
大规模集成电路指每一单晶硅片上可以集成制作一千个以上的元器件。集成度在一万至十万以上元器件的为**大规模集成电路。国际上80年代大规模和**大规模集成电路光刻标准线条宽度为0.7一0.8微米,集成度为108 。90年代的标准线条宽度为0.3一0.5微米,集成度为109。集成电路有电路(如钟表、照相机、洗衣机等电路)和通用电路。通用电路中典型的是存贮器和处理器,应用较为广泛。计算机的换代就取决于这两项集成电路的集成规模。存贮器是具有信息存贮能力的器件。随着集成电路的发展,半导体存贮器已大范围地取代过去使用的磁性存贮器,成为计算机进行数字运算和信息处理过程中的信息存贮器件。
根据材料硬度选择合理的转速、进给量及切深:
1)碳钢材料选择高转速,高进给量,大切深。如:1Gr11,选择S1600、F0.2、切深 2mm;
2)硬质合金选择低转速、低进给量、小切深。如:GH4033,选择S800、F0.08、 切深0.5mm;
3)钛合金选择低转速、高进给量、小切深。如:Ti6,选择S400、F0.2、切深0.3mm。以加工某零件为例:材料为K414,此材料为特硬材料,经过多次试验,终选择为S360、F0.1、切深0.2,才加工出合格零件。
一般通过过渡盘连接;短圆锥卡盘可与机床主轴端部直接连接,短圆锥卡盘连接又分为A1、A2、C、D四种连接形式。A2型因为与机床主轴端部分外圈螺纹连接,所以强度较A1好,但因卡盘内部结构的限制,除小部分可选用外,大部分只能选用A1型可与机床主轴端部的内圈螺纺纹连接。C型与机床主轴端部连接采用插销螺栓固紧,它属于快换卡盘的一种,可快速装卸。D型与机床主轴端部边接采用拉杆,由主轴端部凸轮销紧,它属于快换卡盘的另一种。短锥卡盘的锥孔设计在卡盘的压盖上,并采用内外两圈螺钉与卡盘体装配在一起,形成封闭式结构,因此定心精度高、刚性好。悬伸短。
手用铰刀一般材质为合金工具钢(9SiCr),机用铰刀材料为高速钢(HSS),机用铰刀分为直柄机用铰刀和锥柄机用铰刀铰刀精度有D4,H7,H8,H9等精度等级。按铰孔的形状分圆柱形、圆锥形和阶梯形3种;安装夹方法分带柄式和套装式两种;按齿槽的形状分直槽和螺旋槽两种。铰刀直径公差直接影响被加工孔的尺寸精度、铰刀制造成本和使用寿命。铰孔时,由于刀齿径向跳动以及铰削用量和切削液等因素会使孔径大于铰刀直径,称为铰孔"扩张";而由于刀刃钝圆半径挤压孔壁,则会使孔产生恢复而缩小,称为铰孔"收缩"。一般"扩张"和"收缩"的因素同时存在,结果应由实验决定。经验表明:用高速钢铰刀铰孔一般发生扩张,用硬质合金铰刀铰孔一般发生收缩,铰削薄壁孔时,也常发生收缩。
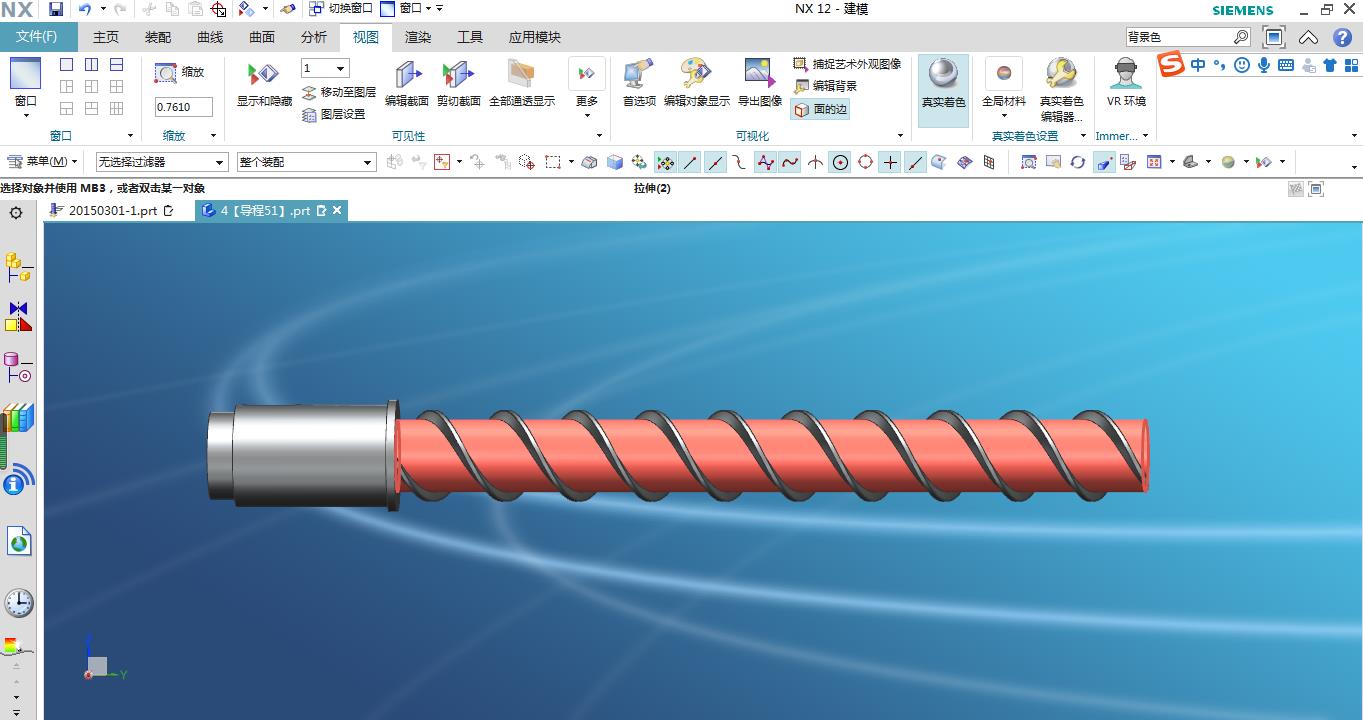
河北德玛数控培训学校产品加工编程培训:
软件零件设计部份
1 对ug的认识、文件的新建、保存、草绘一、
2 草绘二,绘制技巧与强化训练
3 拉伸、布尔运算、倒圆角、斜角,在设计中的实际灵合运用
4 旋转、扫描、着色、隐藏与显示、坐标原点、图层,在设计中的实际灵合运用
5 比例缩放、偏置面、替换面、抽壳、转换功能,在设计中的实际灵合运用
6 曲线直线,矩形,多边形,椭圆,样条曲线,螺旋,在设计中的实际灵合运用
7 投影、桥接、镜像曲线,在设计中的实际灵合运用
8 坐标系、基准平面,基准轴的创建,在设计中的实际灵合运用
9 圆柱、长方体、圆锥体、球体、孔、圆台、管道,在设计中的实际灵合运用
10 工程图制作的几种方法、打印去出图在设计中的实际灵合运用
11 各种曲面的运用与实例讲解
12 各种曲面的运用与实例讲解
http://sjzcnc.cn.b2b168.com