数控培训包教会
数控铣床编程培训小班讲课
数控编程培训自办工厂边学边练
加工中心编程培训学会为止
ug编程培训随到随学
河北德玛数控培训:主要培养数控机床、加工中心等典型机床加工零件的工艺分析与制作、数控加工程序编制、相对应的机床维修和保养等技能,能在现代制作行业生产*从事加工、技术管理等工作。
企业在一定时期内发生的、用额表现的生产耗费,称为生产费用。这些生产费用终都要归集、分配到一定种类的产品上,形成各种产品的成本。有些费用在发生时,就能直接确认是为生产某种产品而发生的,称为直接费用,可以直接计入某种产品的成本,如直接材料、直接工资;有些费用在发生时,不能直接确认是为生产哪种产品而发生的,称为间接费用。间接费用需要采用一定的分配方法,分配计入到某种产品的成本中,如车间制造费用。因此,在产品生产过程中费用的发生、归集和分配以及产品成本的形成,就构成了产品生产过程核算的主要内容。
单列、双列和四列圆锥滚子轴承、向心推力轴承,在装配时均应检查其轴向游隙,并按轴承标准或技术文件进行调整;各种向心轴承、滚针轴承、螺旋滚子轴承装配后,必须转动灵活。采用润滑脂的轴承装配后轴承空腔内注入65%~80%的空腔容积的清洁润滑脂,对用稀油润滑的轴承,不准注入润滑脂。装配轴承时,应调整的轴向游隙、轴向预紧程度(轴向预过盈量),均应符合轴承标准或设备技术文件规定。

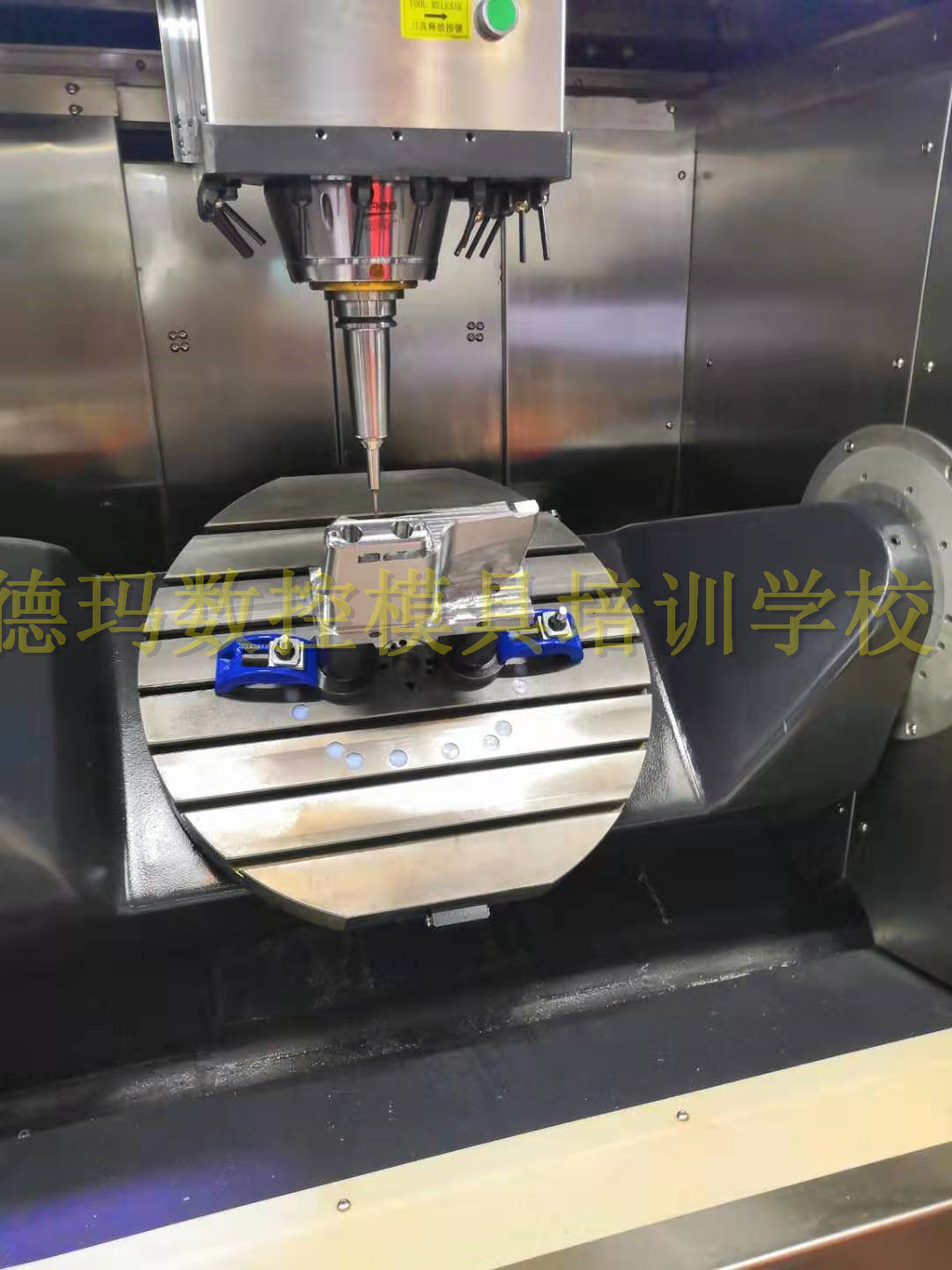
加工中心工作原理
数控加工中心基本结构及简单工作原理 加工中心有各种类型总体上是由以下几大部分组成。 ①基础部分 由床身、立柱和工作台等大件组成,它们是加工中心结构中的基础部件。这些大件有铸铁件,也有焊接的钢结构件,它们要承受加工中心的静载荷以及在加工时的切削负荷,因此必须具备更高的静动刚度,也是加工中心中质量和体积大的部件。 ②主轴部件 由主轴箱、主轴电动机、主轴和主轴轴承等零件组成。主轴的启动、停止等动作和转速均由数控系统控制,并通过装在主轴上的进行切削。主轴部件是切削加工的功率输出部件,是加工中心的关键部件,其结构的好坏,对加工中心的性能有很大的影响。 ③数控系统 由CNC装置、可编程序控制器、伺服驱动装置以及电动机等部分组成,是加工中心执行顺序控制动作和控制加工过程的中心。 ④自动换刀装置(ATC) 加工中心与一般数控机床的显著区别是具有对零件进行多工序加工的能力,有一套自动换刀装置。 工件在加工中心上经一次装夹后,数字控制系统能控制机床按不同工序,自动选择和更换,自动改变机床主轴转速、进给量和相对工件的运动轨迹及其他机能,依次完成工件几个面上多工序的加工。并且有多种换刀或选刀功能,从而使生产效率大大提高。

滚动轴承的装配原则:根据轴承结构、尺寸大小、工作条件和轴承部件的配合性质而定,装配时的压力应直接加在待配合的套圈端面上,不允许通过滚动体传递压力。滚动轴承的装配一般有压入装配法、温差装配法及工频感应加热器等。滚动轴承不宜从机件上拆下,如必须拆下时,应选用正确的工具和方法。在装配滚动轴承前,应根据滚动轴承的防锈方式,选用适当的清洗剂和方法清洗洁净。在装配前应用内、外径千分尺检查轴承套的内径及轴颈的直径,其配合公差必须符合图纸要求。滚动轴承装在对开式轴承座内,轴承盖和轴承座的结合面间应无间隙,但轴承外圈与轴承座两侧的瓦口处应留出一定的间隙。瓦口的侧间隙可用塞尺测量检查,如果间隙太小或出现"夹帮"现象时,可用刮刀刮削,为间隙,并符合表《滚动轴承与对开轴承座的间隙》。
河北德玛数控培训招生对象
※适合岗位:工业产品设计、外观造型、结构设计师、产品项目、产品绘图员
※培训目标:熟练NXU品设计软件,达到工厂2-3年工业产品设计经验
※招生对象:初高中以上、大中专毕业生、工厂普工,想学一门实用技术都可以报名
http://sjzcnc.cn.b2b168.com