培训课时 :2个月
授课模式:线下/线下
培训课程:模具设计
培训时间:学会为止 包教会
人数小班制
学习人群零基础可学
参考学时 :2-3个月
服务终生技术支持
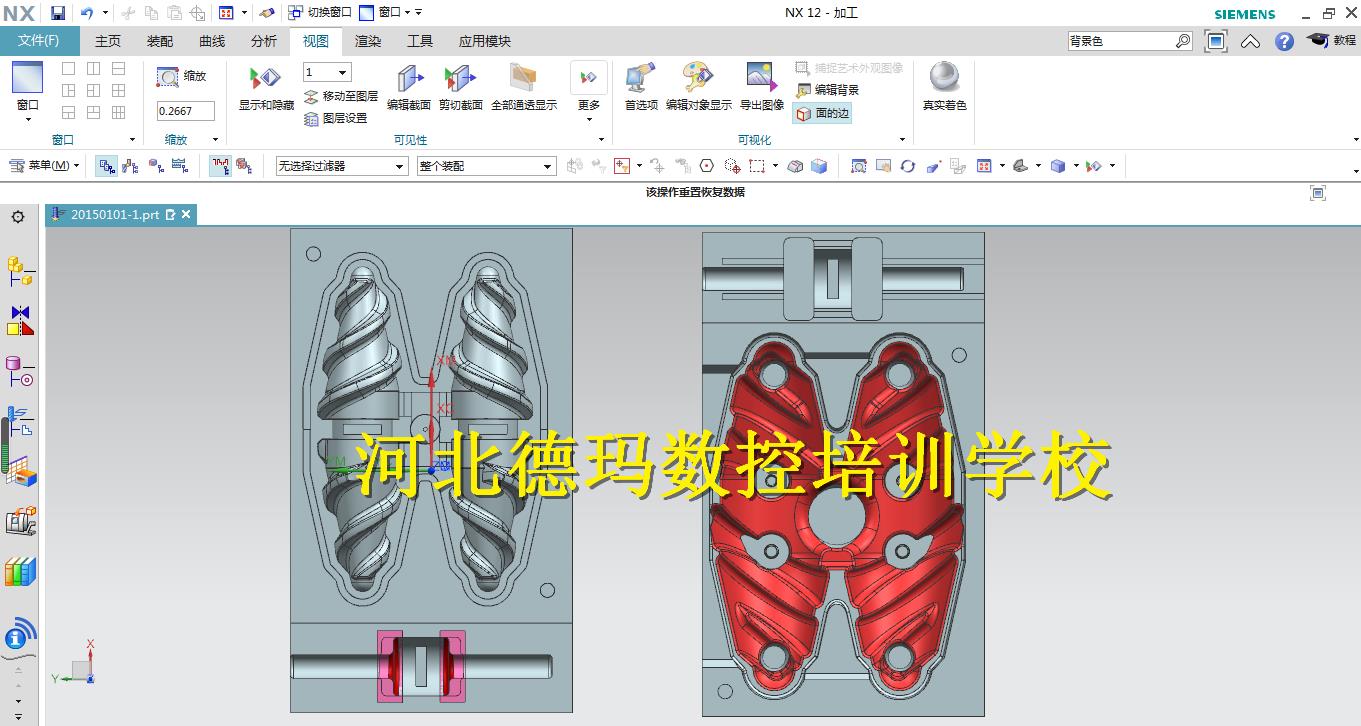
培训课程UG培训、模具设计培训、三维造型培训、UG编程培训
培训时间学会为止 包教会
授课模式线下/线下
参考学时约2个月(时间不限 包教会)
适用对象在职人员、应届毕业生、想自由创业者、零基础
学习方式随到随学
培训人数一对一教学
数控培训包教会
数控铣床编程培训小班讲课
数控编程培训自办工厂边学边练
加工中心编程培训学会为止
ug编程培训随到随学
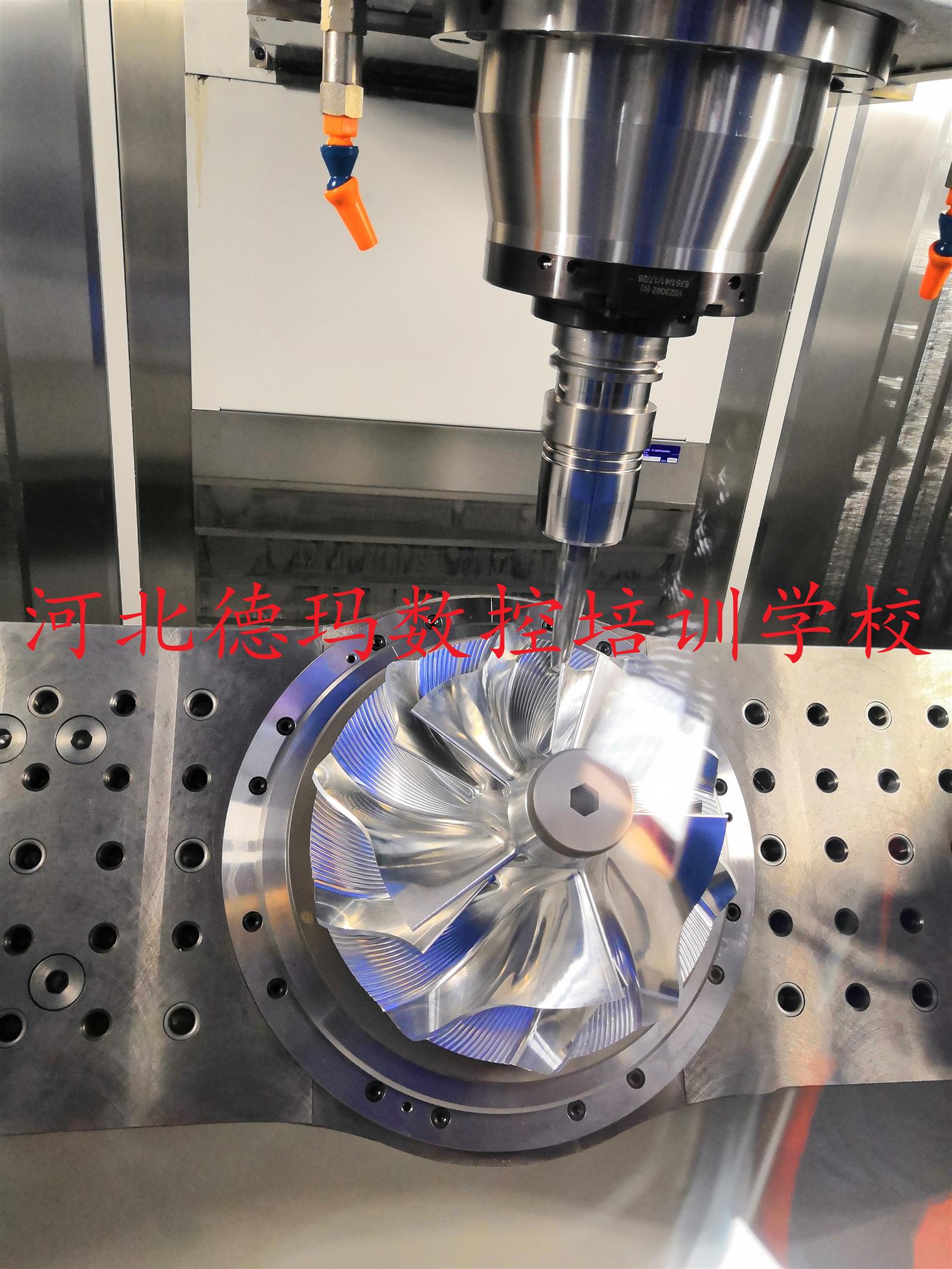
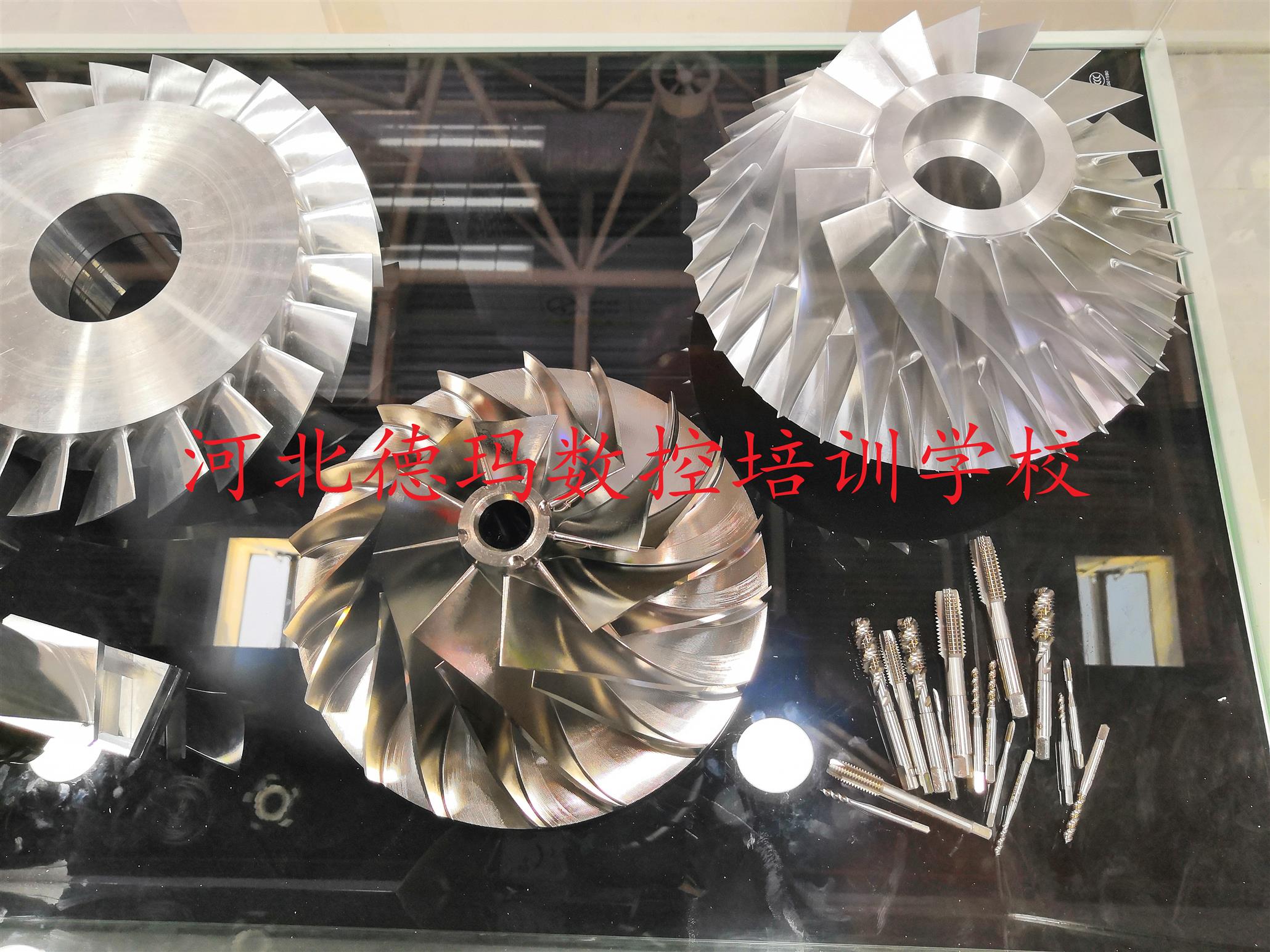
河北德玛数控短期培训培养‘数控技术员’ 学生毕业时,拿到图纸和毛坯,能够自己立的在数控设备上做
一对一授课, bz授课质量,学不会接着学直到学会为止费用不变,
老师会根据每个学员的基础以及接受能力的不同,而安排不同的课程,因此每个学员的收费也是不一样的,有基础费用减免,学员会的我们就不讲, 短的时间,少的费用,学 好的技术;招生对象 初中或者初中以上*(完全零基础;会简单制图;简单机床操作;希望学的全面发展好高薪)
河北德玛数控培训始终奉行全程实战教学理念,教师全都有丰富的实际工厂工作经验,非常注重工厂工作经验和实用技巧传授,教学过程全部以公司实际接的模具订单和产品零件作为案例教学,车间实训不限制时间,充分bz每一位学员学到实用的技术和经验,能真正胜任工厂工作岗位才算毕业,毕业后还免费长期提供技术支持。
手动编程优点主要是对加工(如平面、或平面等)进行直观的加工(如平面加工、平面加工等)等。对于具有自由曲面和复杂型腔的零件,刀轨数据的计算非常复杂,工作量很大,而且很*出错,而且很难校对,有些甚至根本无法完成。
良好的钻杆钢性与导轨间隙能提高钻孔的精度及钻头的寿命请确保磁座与工件之间的平整与清洁。钻薄板时,要将工件加固,钻大型工件时,请保证工件的稳固 。在钻孔开始与结束时,进给量应降低1/3 。对钻削时出现大量细小粉未的材料,如铸铁、铸铜等,可以不使用冷却液,而采用压缩空气帮助排屑。请及时清除缠绕在钻体上的铁屑,以保证排屑顺畅 。钻头应装在特制的包装盒里,避免振动相互碰撞。使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的库里。用完随即放回到包装盒里。测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。某些数控钻床使用定位环某些数控钻床则不使用定位环,如使用定环的其安装时的钻头尖深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。
G71:粗加工复合循环。格式为
G71 U R ,其中U等于X向吃刀量或切深,R等于退刀量,均为半径值。
G71 P Q U W S F ,其中P等于精加工程序段开始编号,Q等于精加工程序段结束编号,U等于X向精加工余量的直径值,W等于Z向精加工余量,S为主轴转速,F为进给速度。
加工精度是加工后零件表面的实际尺寸、形状、位置三种几何参数与图纸要求的理想几何参数的符合程度。理想的几何参数,对尺寸而言,就是平均尺寸;对表面几何形状而言,就是的圆、圆柱、平面、锥面和直线等;对表面之间的相互位置而言,就是的平行、垂直、同轴、对称等。零件实际几何参数与理想几何参数的偏离数值称为加工误差。
调整数控加工工序的程序。如对刀点、换刀点的选择、加工路线的确定、的补偿。分配数控加工中的容差。处理数控机床上部分工艺指令。电加工的一般类型:电火花加工 ,电化学加工,电泳加工,电解加工和电子束、离子束加工等。与传统加工相比,其显著特点有:加工精度高,能克服传统加工对高硬度材料加工的缺点,"以柔克刚",此外还能显著提高加工效率和得到较好的表面质量。电加工技术引进模具行业,主要应用于以下几个方面
河北德玛数控培训学校就业单位:博深工具有限公司(上市公司)、安瑞科(原化工机械)有限公司、中电集团*十三所、*五十四所、河北太行机械厂、中航石飞制造、耐力空气压榨机有限公司、通达不锈钢有限公司、宏昌天马汽车改装有限公司、三一重工集团、河北博岳通讯、保定长城汽车、北京汽车、天津丰田汽车、北京远洋有限公司、石家庄南车车辆(原铁路大厂)、石家庄宏昌泵业有限公司等。
http://sjzcnc.cn.b2b168.com

















