培训课时 :2个月
授课模式:线下/线下
培训课程:模具设计
培训时间:学会为止 包教会
人数小班制
学习人群零基础可学
参考学时 :2-3个月
服务终生技术支持
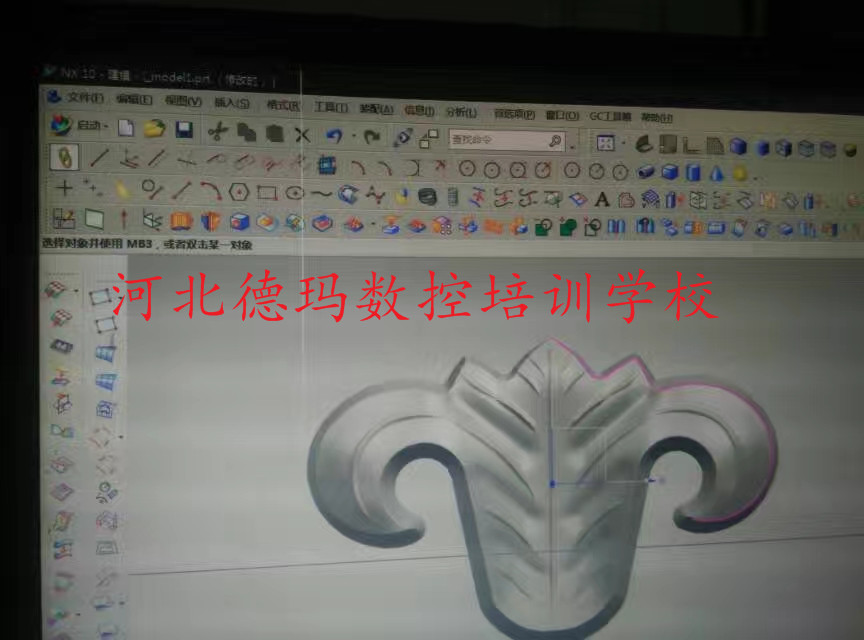
培训课程UG培训、模具设计培训、三维造型培训、UG编程培训
培训时间学会为止 包教会
授课模式线下/线下
参考学时约2个月(时间不限 包教会)
适用对象在职人员、应届毕业生、想自由创业者、零基础
学习方式随到随学
培训人数一对一教学
数控培训包教会
数控铣床编程培训小班讲课
数控编程培训自办工厂边学边练
加工中心编程培训学会为止
ug编程培训随到随学
河北德玛数控短期培训培养‘数控技术员’ 学生毕业时,拿到图纸和毛坯,能够自己立的在数控设备上做
一对一授课, bz授课质量,学不会接着学直到学会为止费用不变,
老师会根据每个学员的基础以及接受能力的不同,而安排不同的课程,因此每个学员的收费也是不一样的,有基础费用减免,学员会的我们就不讲, 短的时间,少的费用,学 好的技术;招生对象 初中或者初中以上*(完全零基础;会简单制图;简单机床操作;希望学的全面发展好高薪)
河北德玛数控培训始终奉行全程实战教学理念,教师全都有丰富的实际工厂工作经验,非常注重工厂工作经验和实用技巧传授,教学过程全部以公司实际接的模具订单和产品零件作为案例教学,车间实训不限制时间,充分bz每一位学员学到实用的技术和经验,能真正胜任工厂工作岗位才算毕业,毕业后还免费长期提供技术支持。
手动编程优点主要是对加工(如平面、或平面等)进行直观的加工(如平面加工、平面加工等)等。对于具有自由曲面和复杂型腔的零件,刀轨数据的计算非常复杂,工作量很大,而且很*出错,而且很难校对,有些甚至根本无法完成。
提高连接表面的接触刚度提高机床部件中零件间结合面的质量;给机床部件以预加载荷;提高工件定位基准面的精度和减小它的表面粗糙度值。采用合理的装夹和定位方式减小载荷及其变化①合理选择几何参数和切削用量,以减小切削力;②毛胚分组,尽量使调整中毛胚加工余量均匀。减小工艺系统热变形减少热源的发热和隔离热源采用较小的切削用量;零件精度要求高时,将粗精加工工序分开;尽可能将热源从机床分离出去,减少机床热变形;对主轴轴承、丝杆螺母副、高速运动的导轨副等不能分离的热源,从结构、润滑等方面改善其摩擦特性,减少发热或用隔热材料;
开始钻孔:请调好合适的转速,开机前请确保钻机磁座底部干净,先打开磁座开关再打开电机开关,电机运转同时打开冷却液开关,当钻头接触钢板时,先缓慢进给,钻入约1-2mm后,再用正常速度进给。钻孔结束:关闭电机待主轴停止转动后,用铁钩除云缠绕在钻本体上的铁屑,再继续作业。加工产品尺寸: 2-40mm加工精度: ±0.01mm空程速度: 快500mm/s加工速度: 0.1-70mm/s控制系统: 六轴联动控制系统电压及频率: 220V,50HZ功率: 350W气压: 0.5-0.7Mpa接地: <4Ω机器占地尺寸: 1600mm*700mm*1300mm(L*W*H在钻削钢件时,请保证充分的冷却量并使用金属切削液。
钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头**角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。由刃口往后磨后面。刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。钻头切入时可轻轻接触砂轮,行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。发现刃口温度高时,要及时将钻头冷却。

制造业是一个国家的基石,一个国家想要综合实力越强,就越需要**的制造技术,包括数控技术。从这两年教育转向可以看出,国家也越来重视技工培养了,从初中阶段,一半人分流去技校,一半分流去高中走学术路线。像德国一样的方式,正在向他们学习。所以我觉得有前途,这个行业从底层操作工做到亿万身价的老板比比皆是,电加工行业几位老总就是草根逆袭的行业**代表,只要认真工作,努力学习,成为行业的精英,不用自己找工作,而要让工作来找你,买车买房也一定可以实现的。可来河北德玛数控培训系统的加强学习一下,每天大量练习,一定会有收货。
G73:固定形状粗加工复合循环。格式为
G73 U W R ,其中U等于X向吃刀量(或切深)的半径值,W等于Z向吃刀量,R等于循环次数。
G73 P Q U W S F ,其中P等于精加工程序段开始编号,Q等于精加工程序段结束编号,U等于X向精加工余量的直径值,W等于Z向精加工余量,S为主轴转速,F为进给速度。
河北德玛数控培训学校就业单位:博深工具有限公司(上市公司)、安瑞科(原化工机械)有限公司、中电集团*十三所、*五十四所、河北太行机械厂、中航石飞制造、耐力空气压榨机有限公司、通达不锈钢有限公司、宏昌天马汽车改装有限公司、三一重工集团、河北博岳通讯、保定长城汽车、北京汽车、天津丰田汽车、北京远洋有限公司、石家庄南车车辆(原铁路大厂)、石家庄宏昌泵业有限公司等。
http://sjzcnc.cn.b2b168.com