数控培训包教会
加工中心编程培训学会为止
数控铣床编程培训小班讲课
ug编程培训随到随学
数控编程培训自办工厂边学边练
河北德玛数控培训学校实行小班(3-5人/班)把手教学,不限学时,直到学会找到工作为止;我们分全日制学习和业余学习,上课时间可根据学员的时间灵活安排,学会为止;德玛的学生后续在工厂工作中遇到任何问题我们都会帮学生解决。德玛学院有自己的模具车间所以教学内容全部以工厂实用技术为主,完全按照工厂的实际编程流程授课,老师教给学员的都是工厂实际工作经验,一对一手把手教编程教上机,确保学员在较短时间内掌握更全面、更实用的数控编程技能。
手用铰刀一般材质为合金工具钢(9SiCr),机用铰刀材料为高速钢(HSS),机用铰刀分为直柄机用铰刀和锥柄机用铰刀铰刀精度有D4,H7,H8,H9等精度等级。按铰孔的形状分圆柱形、圆锥形和阶梯形3种;安装夹方法分带柄式和套装式两种;按齿槽的形状分直槽和螺旋槽两种。铰刀直径公差直接影响被加工孔的尺寸精度、铰刀制造成本和使用寿命。铰孔时,由于刀齿径向跳动以及铰削用量和切削液等因素会使孔径大于铰刀直径,称为铰孔"扩张";而由于刀刃钝圆半径挤压孔壁,则会使孔产生恢复而缩小,称为铰孔"收缩"。一般"扩张"和"收缩"的因素同时存在,结果应由实验决定。经验表明:用高速钢铰刀铰孔一般发生扩张,用硬质合金铰刀铰孔一般发生收缩,铰削薄壁孔时,也常发生收缩。
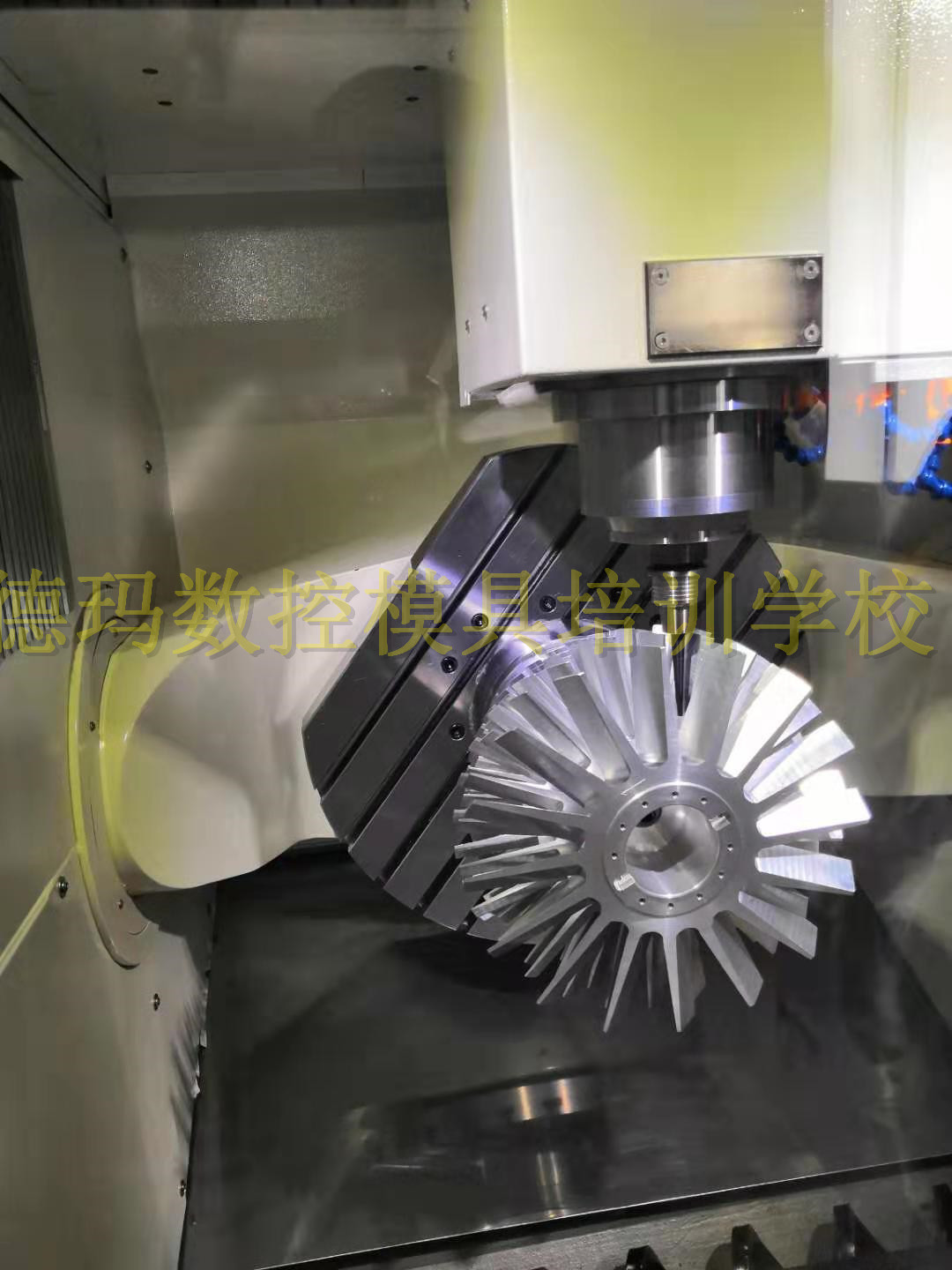
在车削批量较大的工件时,为了提高工件在加工时的定位精度和节约工件安装时的时间,可利用软爪卡盘。为了根据实际需要随时改变爪面圆弧直径与形状,把三爪卡盘淬火的卡爪,改换为低碳钢、铜或铝合金卡爪。如卡盘爪是两体的,可把爪部换成软金属;如卡爪是一体的,可在卡爪上固定一个软金属块。软爪卡盘的卡爪加工后,可以提高工件的定位精度,如是新三爪卡盘,工件安装后的定位精度小于0.01mm。如三爪卡盘的平面螺纹磨损较严重,精度较差,换上软爪轻加工后,工件安装后的定位精度仍能保持在0.05mm以内。软爪卡盘装夹已加工表面或软金属,不易夹伤表面。对于薄壁工件,可用扇形爪,与工件接触面积而减小工件变形。软爪卡盘适用于已加工表面作为定位精基准,在大批量生产时进行工件的半精车与精车。
合理选择切削用量
对于率的金属切削加工来说,被加工材料、切削工具、切削条件是要素。这些决定着加工时间、寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。
切削条件的三要素:切削速度、进给量和切深直接引起的损伤。伴随着切削速度的提高,刀尖温度会上升,会产生机械的、化学的、热的磨损。切削速度提高20%,寿命会减少1/2。

这时需更换电池,如果参考点位置记忆丢失,还须执行重回参考点操作。编码器电缆屏蔽线未接或脱落:这会引入干扰信号,使波形不稳定,影响通信的准确性,必须保证屏蔽线可靠的焊接及接地。编码器安装松动:这种故障会影响位置控制 精度,造成停止和移动中位置偏差量**差,甚至刚一开机即产生伺服系统过载报警,请特别注意。光栅污染 这会使信号输出幅度下降,必须用脱脂棉沾无水酒精轻轻擦除油污。型旋转编码器的机械安装使用:型旋转编码器的机械安装有高速端安装、低速端安装、
河北德玛模具学院 课程学习目的与要求:
通过本课程的学习,学员可达到下列基本要求:
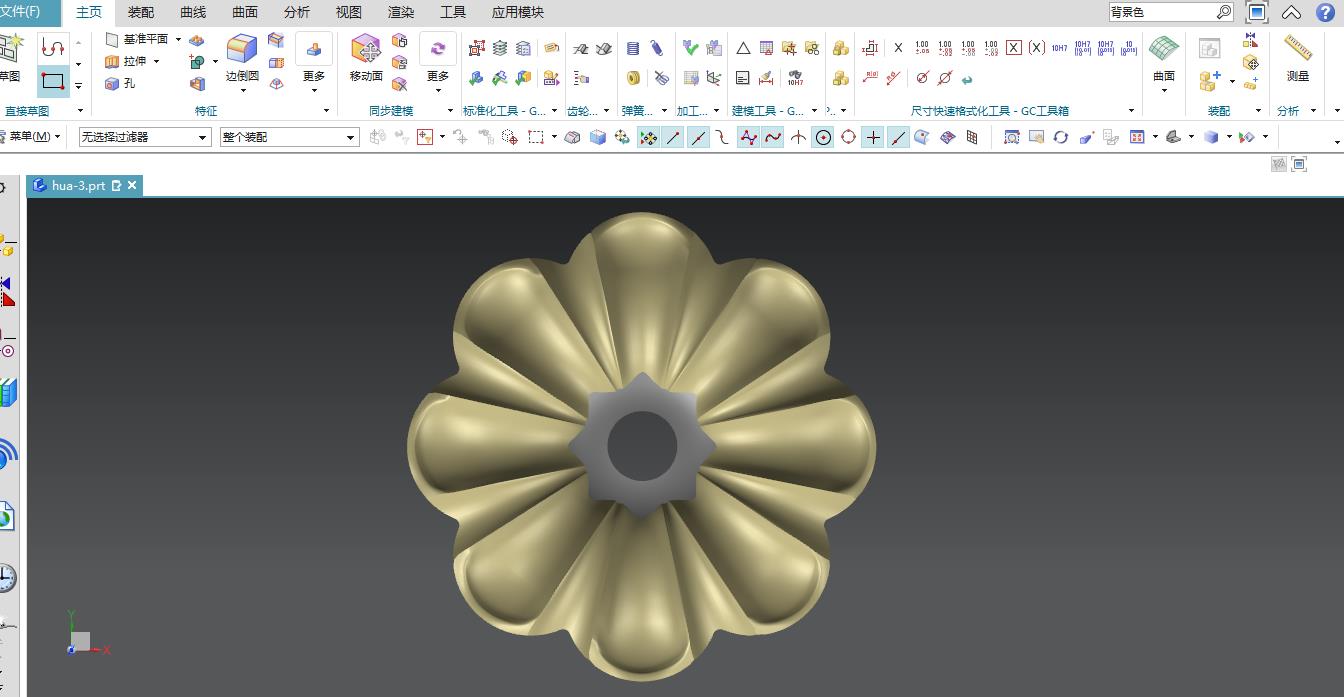
1、熟悉ug软件的各项功能,并能灵活应用
2、熟悉ug软件在实际生产过程中的应用并能熟练操作。
3、能对零件图纸进行工艺分析,并利用本软件进行数控程序的编写。
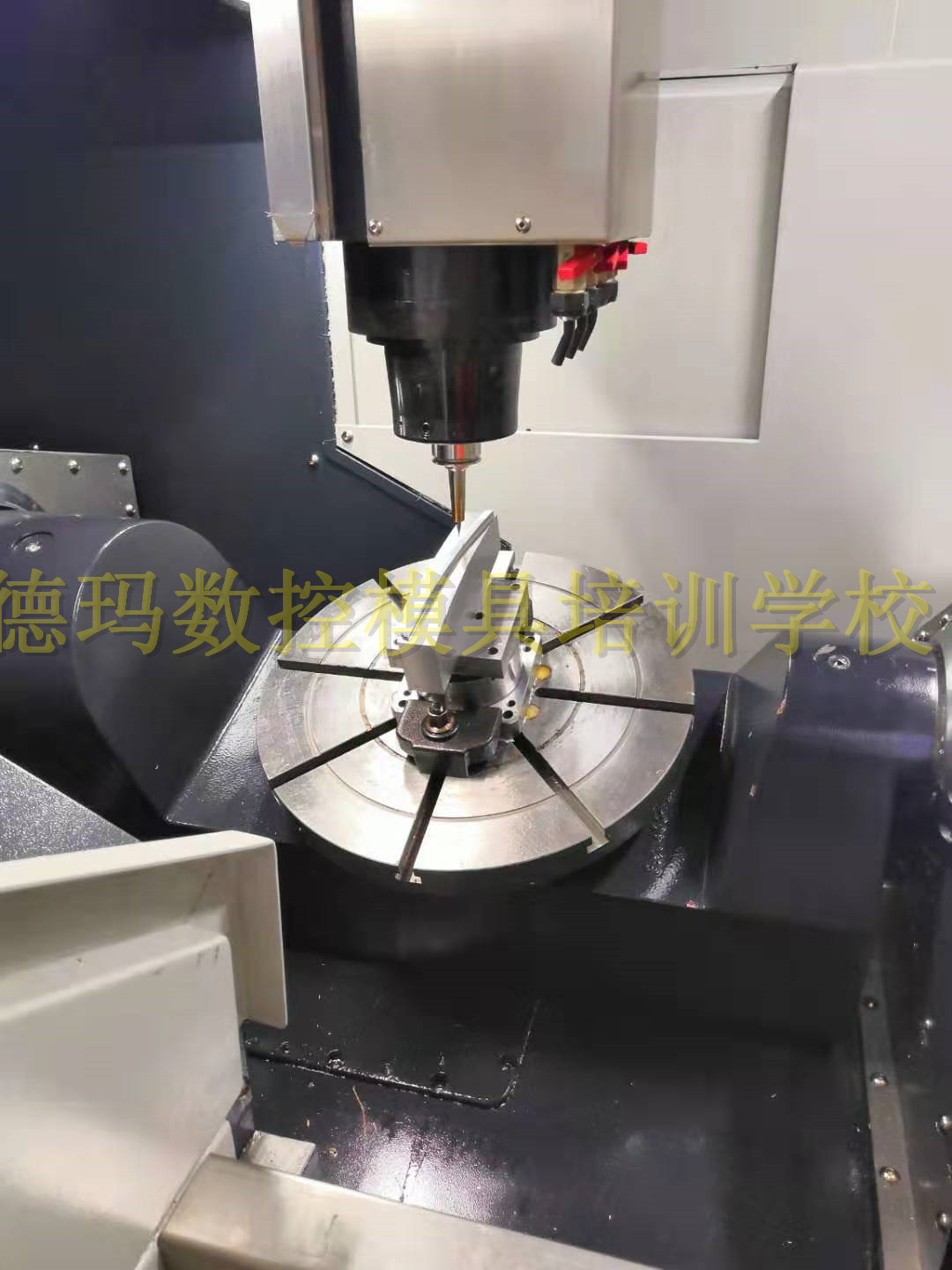
4、给定工件图纸,学员应能依图纸要求进行工艺分析,选择适当的、夹具、量具、工件和设备,应用本软件编写出能实际运行的加工程序并在的CNC机床上加工出实际产品。
http://sjzcnc.cn.b2b168.com