数控培训包教会
数控铣床编程培训小班讲课
数控编程培训自办工厂边学边练
加工中心编程培训学会为止
ug编程培训随到随学
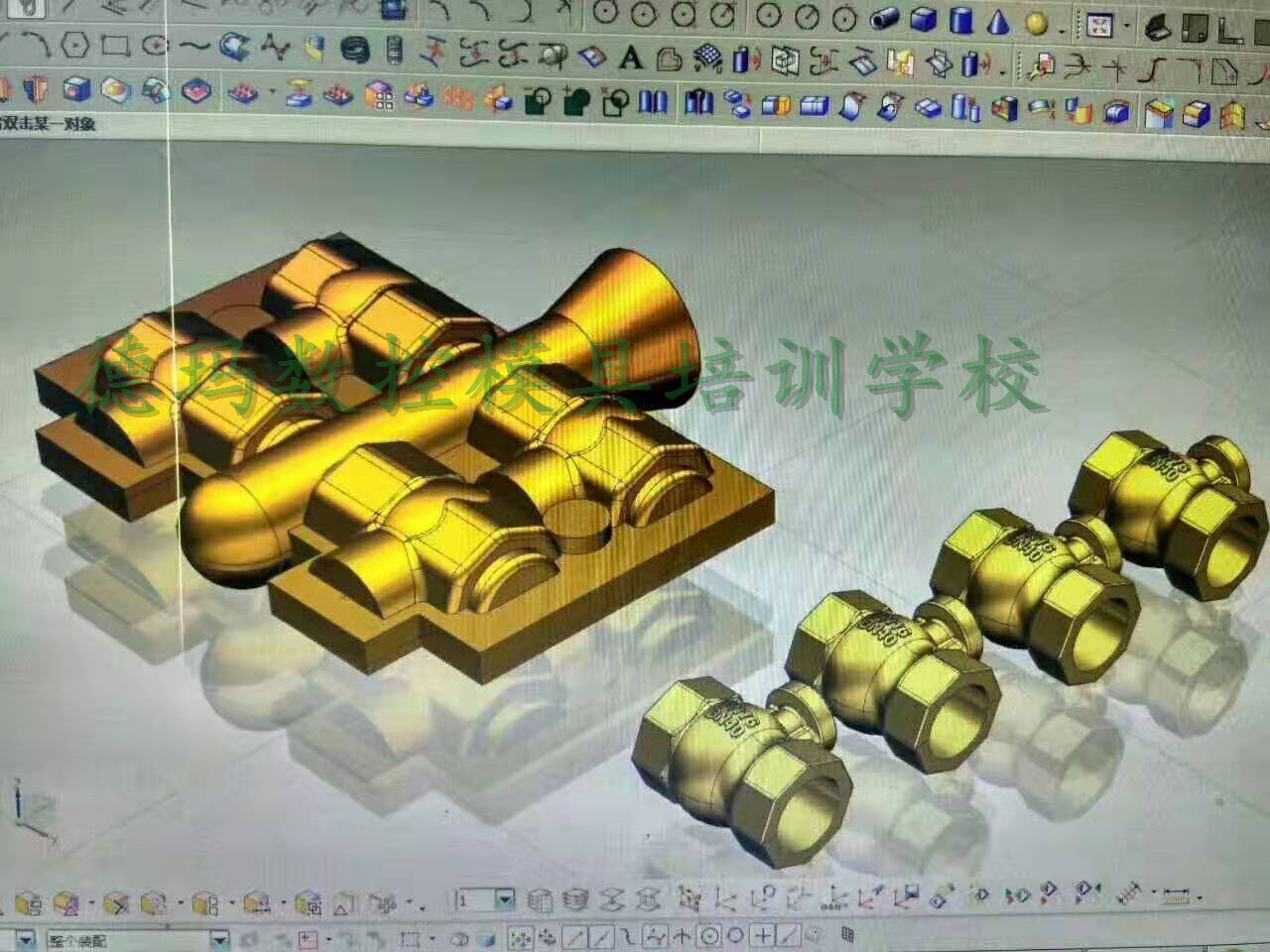
加工铜公
1、什么情况下需要做铜公(电极):
刀完全下不去要做铜公,在一个铜公中还有下不去的,形状是凸出需再分。
刀能下去,但易断刀的也需做铜公,这需根据实际情况而定。
要求火花纹的产品需做铜公。
铜公做不成的,骨位太薄太高,易损公且易变形,加工中变形与打火花变形,此时需镶件。
铜公加工出的东西表面(特别是曲面会很顺很均匀)能克服精锣中的许多问题与绘图中的许多问题。
要求外形或余量多时必须做粗铜公。
磨主后刀面,同时磨出主偏角及主后角;磨副后刀面,同时磨出副偏角及副后角;磨前面,同时磨出前角;修磨各刀面及刀尖。人站立在砂轮机的侧面,以防砂轮碎裂时,碎片飞出伤人;两手握刀的距离放开,两肘夹紧腰部,以减小磨刀时的抖动;磨刀时,车刀要放在砂轮的水平中心,刀尖略向上翘约3°~8°,车刀接触砂轮后应作左右方向水平移动。当车刀离开砂轮时,车刀需向上抬起,以防磨好的刀刃被砂轮碰伤;磨后刀面时,刀杆尾部向左偏过一个主偏角的角度;磨副后刀面时,刀杆尾部向右偏过一个副偏角的角度;修磨刀尖圆弧时,通常以左手握车刀前端为支点,用右手转动车刀的尾部。

粗车刀:主要是用来切削大量且多余部份使工作物直径接近需要的尺寸。粗车时表面光度不重要,因此车刀尖可研磨成尖锐的刀峰,但是刀峰通常要有微小的圆度以避免断裂。精车刀:此刀刃可用油石砺光,以便车出非常圆滑的表面光度,一般来说精车刀之圆鼻比粗车刀大。圆鼻车刀:可适用许多不同型式的工作是属于常用车刀,磨平**面时可左右车削也可用来车削黄铜。此车刀也可在肩角上形成圆弧面,也可当精车刀来使用。切断车刀:只用端部切削工作物,此车刀可用来切断材料及车度沟槽。螺丝车刀(牙刀):用于车削螺杆或螺帽,依螺纹的形式分60度,或55度V型牙刀,29度梯形牙刀、方形牙刀。

硬件系统螺纹参数自动检测系统基于PC架构,主要由照明系统、CCD相机和光路成像系统、、图像采集卡、图像处理系统、机械检测系统以及电控系统等组成。测量时,经照明系统照明后,通过CCD相机和光路成像系统采集紧固件的螺纹图像,然后经过图像采集卡,将数字化图像传到计算机,计算机对该数字图像按相应算法处理后,计算出螺纹的牙型角、螺距和中径等参数,并与标准进行比较,计算出偏差。软件系统螺纹参数自动检测的软件系统主要包括系统控制模块图像处理模块等。

刀侧面自切削边向刀内倾斜的角度为边间隙角。边间隙角使工作物面和刀侧面形成一空间使切削作用集中于切削边提高切削效率。高速钢车刀此角度约10~12度之间。从刀**面自刀鼻向刀柄倾斜的角度为后斜角。此角度主要是在引导排屑及减少排屑阻力。切削一般金属,高速钢车刀一般为8~16度,而碳化物车刀为负倾角或零度。从刀**面自切削边向另一边倾斜,此倾斜面和水平面所成角度为边斜角。此角度是使切屑脱离工作物的角度,使排屑*并获得有效之车削。切削一般金属,高速钢车刀此角度大约为10~14度,而碳化物车刀可为正倾角也可为负倾角。
河北德玛模具学院课程共4大部分:UG造型建模+U品编程+UG模具编程+车间实战;
1、UG造型建模培训及案例实战; 2、UG复杂曲面造型培训及案例实战;3、UG工程制出图及案例实战;4、UG各种刀路参数设置(如平面铣、型腔铣、等高轮廓铣 等);5、产品知识及加工工艺; 6、U品编程技术及案例实战;7、模具知识及模具加工工艺; 8、UG模具编程技术及案例实战;9、UG拆电极技术及实战; 10、后处理制作;11、综合实战等
河北德玛数控培训招生对象
※适合岗位:工业产品设计、外观造型、结构设计师、产品项目、产品绘图员
※培训目标:熟练NXU品设计软件,达到工厂2-3年工业产品设计经验
※招生对象:初高中以上、大中专毕业生、工厂普工,想学一门实用技术都可以报名
http://sjzcnc.cn.b2b168.com